 Online Contact
Online Contact Send Message
Send MessageWaste Plastic to Fuel Pellets: Low Cost, Real Value
Each year, hundreds of millions of tons of plastic waste are generated worldwide. Some of it can be washed, sorted, and turned into recycled plastic pellets. However, a large portion remains unrecyclable due to severe contamination, mixed composition, or high cleaning costs.
These plastics often end up in landfills, are incinerated, or, in worse cases, leak into the natural environment and become long-term pollutants.
A more practical solution is to convert them into fuel pellets through energy recovery. Still, not all plastic waste is suitable for this purpose. The material's composition and contamination level must be carefully considered.

What Types of Waste Plastics Can Be Used for Fuel Pellets?
In fuel pellet projects, several types of plastic are commonly used for their high calorific value and ease of processing.
1. PE and PP (Polyolefins)
These plastics are often found in the form of films, bags, and bottle caps. They have a high calorific value of around 40 MJ/kg. The combustion process is relatively clean, as they contain no chlorine or other halogens. Emissions are safer, and ash content is low.
PE and PP also melt easily during pelletizing. When heated, they fuse quickly and naturally act as a binder, helping other materials form solid pellets. This makes them a common structural base in mixed formulations.

2. PS (Polystyrene)
Polystyrene has a high calorific value of 36 to 40 MJ/kg and contains no halogens. It is commonly found in foam packaging and yogurt cups. This material is brittle and may produce smoke when burned on its own. However, when used in blended fuel, it burns more completely at higher temperatures.
Because of its low recycling value, PS is often included in refuse-derived fuel (RDF) formulations.

3. PU (Polyurethane) and Other Hydrocarbon-Based Plastics
In addition to polyolefins, some specialty plastics can also be used for pellet fuel under certain conditions. For example, PU foams or elastomers may serve as high-energy materials if they are free from flame retardants and other harmful additives.
PET (polyester) and nylon have slightly lower energy content and are usually recycled. But if they are heavily contaminated, such as greasy food trays, they can be used for pelletizing. Since they do not contain chlorine, combustion is relatively clean.
Some plastics should be excluded. These include materials with PVC, flame retardants, or heavy metals, as well as bulky, dirty, or hard-to-shred waste. Such materials may release toxic gases, raise ash levels, or interfere with equipment performance.
Applications of Plastic Fuel Pellets
Plastic fuel pellets made from properly sorted and moderately contaminated plastic waste can provide strong energy performance. Depending on the material blend and moisture level, their net calorific value typically ranges from 20 to 30 MJ/kg. These pellets have found practical uses in several industries, especially in cement production.
1. Cement Industry
Cement kilns reach temperatures above 1400°C and offer long residence times, making them ideal for breaking down organic compounds in plastic waste. As a result, they are widely used to process plastic-derived fuels.
Plastic waste is widely available and often costs very little. It also burns efficiently and produces relatively low emissions. These advantages have led to its growing use in several Southeast Asian countries.
In Indonesia, for example, a Unilever-backed project enables cement plants to use plastic collected directly from landfills as an alternative fuel. This not only reduces energy costs but also helps prevent more plastic from ending up in landfills or the ocean.

2. Industrial Boilers and Power Plants
Plastic fuel pellets can be used for co-firing in boilers or burned on their own, making them a valuable energy source for power generation and steam production.
In Wisconsin, USA, Convergen Energy has been producing fuel pellets from non-recyclable waste, including plastics, since 2009. These pellets are supplied to utilities and industrial boilers for energy use.
In the UK, Waste Knot Energy launched SIRF (Solid Improved Recovered Fuel) in 2021. This fuel, made from plastic, paper, and other commercial waste, powers local power plants and industrial furnaces.
Beyond large-scale energy facilities, plastic fuel is also used in brick kilns and ceramic factories in China and parts of Southeast Asia. In many cases, emission control systems or co-firing with coal are required to manage chlorine emissions effectively.
Because waste plastic often has negative value, producers can charge processing fees and sell the resulting pellets. This creates a dual income stream.
With both economic and environmental benefits, more countries are now introducing policies and market mechanisms to support the use of plastic fuel.

How Countries Are Promoting the Use of Plastic Fuel
Although countries differ in their technical approaches and regulations, their overall direction remains consistent.
The EU, Japan, and similar nations prioritize fuel quality and emissions control, actively advancing relevant standards. In contrast, the US and India provide more flexible frameworks, encouraging a variety of pilot projects. In Southeast Asia, plastic fuel pellets are increasingly used to address waste management and energy challenges.
Such policies aim to ensure that waste plastic, if emissions are controlled and calorific value met, can be recycled into a valuable energy resource, rather than discarded as waste.
With policy support, the technology to convert waste plastic into pellets has steadily advanced.
How to Make Fuel Pellets from Waste Plastic
Making fuel pellets from waste plastic involves two key steps: pre-treatment of the raw material and pelletizing.
The following two diagrams illustrate the entire process and equipment setup. (Based on the RDF Association of Japan's standard procedure).
Raw Material Pre-treatment
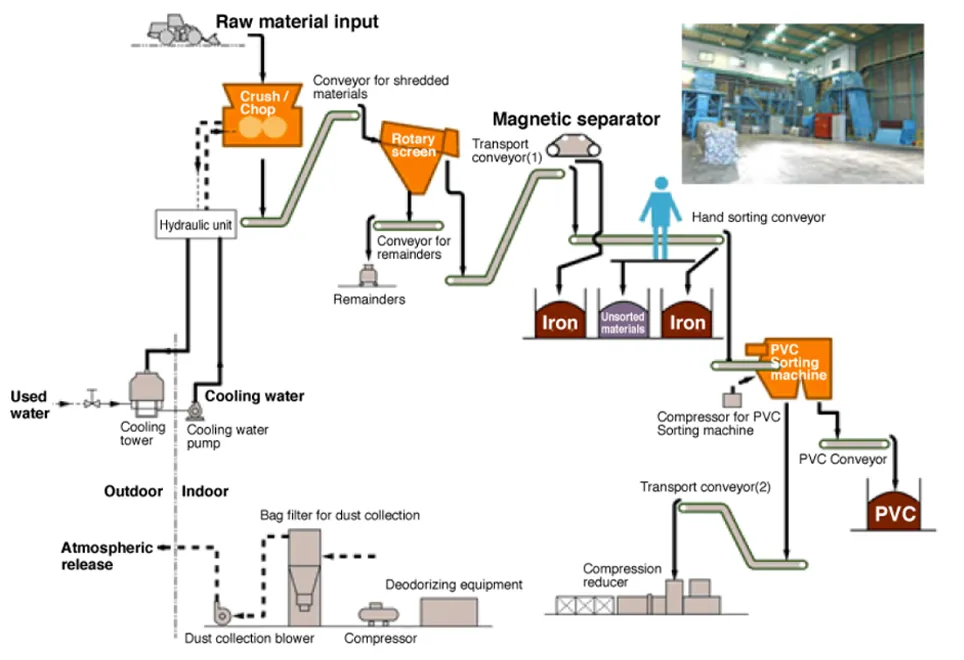
Specific Process: Raw material feeding → Primary crushing or shredding → Drum screening → Magnetic separation → Manual sorting → PVC separation (to control chlorine content) → Transport to compression pelletizing section
(Equipped with dust collection, water-cooling, and deodorizing systems)
Waste plastic must undergo multiple pre-treatment steps before pelletizing. The goal is to remove metallic impurities, high-chlorine plastics like PVC, and other non-combustible contaminants. This not only protects the equipment and improves fuel quality but also helps control emissions and stabilize calorific value.
Actual Manufacturing
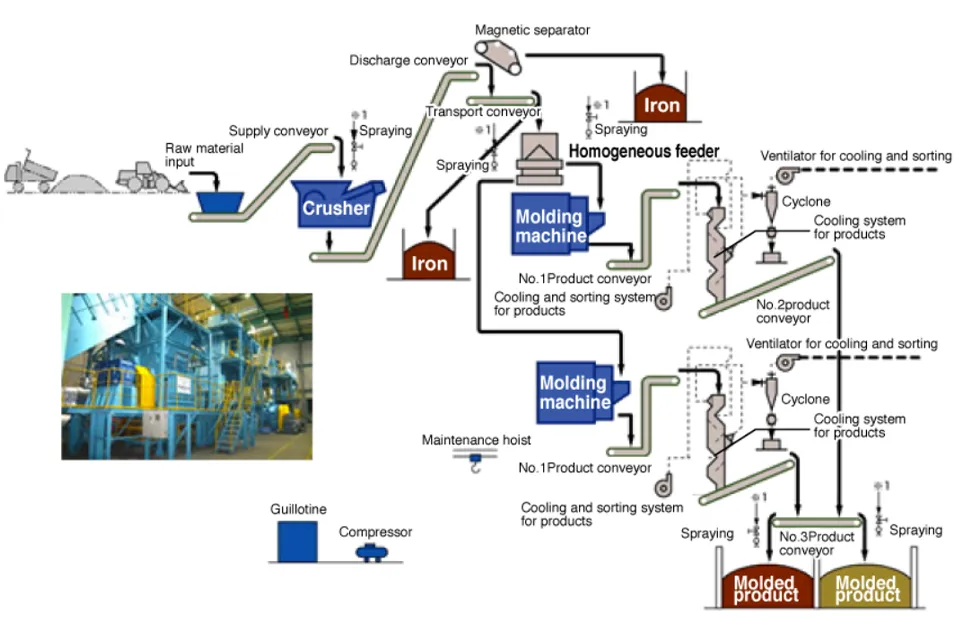
Specific Process: Front-end crushing → Uniform feeder (mixing) → Molding machine (multi-line parallel processing) → Multi-stage cooling and sorting → Finished "molded blocks" (optional)
(Magnetic separation is used to remove iron impurities, and multiple spraying stages are employed for cooling or adding binding agents.)
Pelletizing is the core process in plastic fuel production. After pre-treatment, the combustible material is fed into a crusher for size adjustment, then mixed and evenly supplied by the uniform feeder.
(Depending on the application, the final product may be in pellet form or molded block form. Industrial boilers typically use pellets, while cement kilns or export projects may prefer molded blocks.)
After molding, the pellets pass through cooling and sorting systems to ensure even heat dissipation and consistent size while removing defective pellets. During this process, multiple spraying systems cool the pellets and add additives, enhancing the molding quality.
While the process may seem complex, a well-designed system with appropriately matched equipment ensures effective implementation of waste plastic pelletizing projects.
Kawise Machinery: Committed to Sustainable Solutions
Kawise Machinery is a leading supplier of pelletizing equipment in China, with a proven track record of successful pellet production line projects. With extensive experience and advanced technology, we provide cutting-edge equipment for converting waste plastic into reusable pellets.
Our equipment meets strict environmental standards and significantly enhances production efficiency. Whether you're setting up a new factory or expanding an existing production line, we offer customized solutions tailored to your needs. By partnering with us, you'll benefit not only from high-quality equipment but also from expert technical support and reliable after-sales service to ensure your success in plastic recycling and pellet production.
In summary, plastic fuel pellets offer high calorific value, abundant raw materials, compact form, and low costs, making them a practical and cost-effective alternative for industrial fuels. If you're looking to enter the waste plastic pellet fuel industry, don't hesitate to contact us for professional support!

FAQ
Where Can Fuel Pellet Raw Materials Be Sourced?
There are four main sources of raw materials for plastic fuel pellet production:
- Low-value plastics sorted from municipal solid waste
- Packaging films from logistics and warehousing
- Industrial scraps without PVC
- Highly contaminated plastic residues that are still combustible after evaluation
Before signing a supply contract, it's recommended to set control standards for chlorine content, moisture, ash, and metal impurities. A small batch should be tested first to confirm material suitability before moving to large-scale supply.
Does Plastic Feedstock Need Drying?
It depends on the source.
Dry materials like industrial scraps or packaging films usually don't require drying. But if the plastic contains household waste, foam, or moisture, a high water content can affect pelletizing stability and reduce fuel performance.
It's best to keep the moisture level below 10%. If needed, basic hot-air or ambient drying can be used.
Can Waste Plastic Be Mixed with Other Materials for Pelletizing?
Yes, but the ratio and compatibility need to be controlled.
Waste plastic is often mixed with materials like wood powder, paper pulp, rubber powder, or rice husks to adjust ash content, density, or combustion properties.
A small test run is recommended before full production to check the heat value, chlorine content, and forming quality, ensuring stable operation and reliable pellet output.
Does Burning Plastic Pellets Produce Harmful Gases?
It depends on the material. Plastics like PE, PP, and PS are chlorine-free and burn relatively clean, with low emission risks. But if the feedstock contains PVC, flame retardants, or heavy metals, it may release toxic gases.
That's why it's important to control raw material content and ensure proper flue gas treatment at the end-use stage.
Need Some Help?
Contact us quickly and we will reply you within 24 hours. We will not disclose your information.