 Online Contact
Online Contact Send Message
Send MessageQuality Standards For Straw Pellet Production
Variations in raw materials and processing conditions often lead to inconsistent straw pellet quality. Combustion performance, ash content, and batch consistency can differ between production runs, making clear quality criteria essential for project evaluation and daily production control.

Straw Pellet Applications
At present, straw pellets are mainly used in two application areas, which differ significantly in performance requirements and economic considerations.
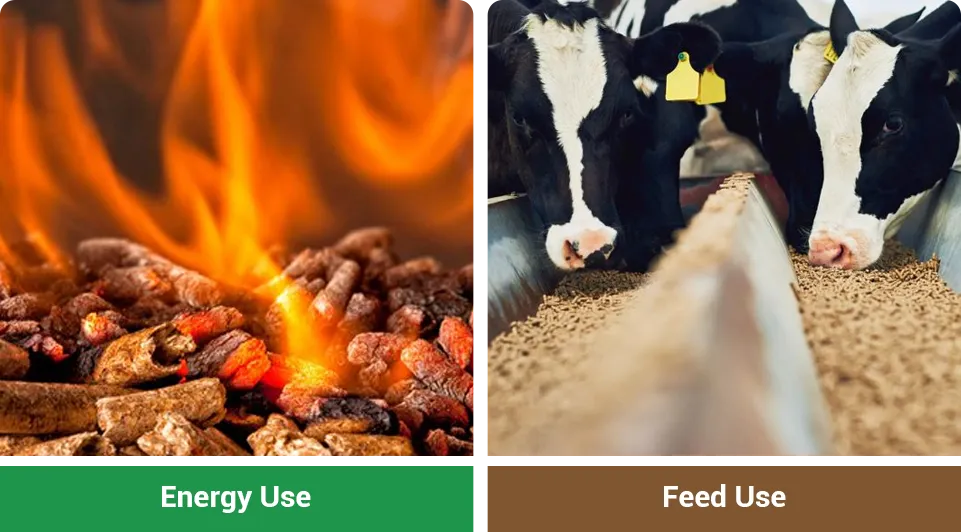
Energy use
In energy applications, straw pellets generally require a lower heating value of at least 14 MJ per kg, while wood pellets typically reach 16 to 18 MJ per kg.
To meet this requirement, the pelleting process focuses on increasing density, which improves energy content per unit volume and enhances efficiency in transport, storage, and combustion.

Feed use
In feed applications, pellet hardness, size, and structure are more critical under standard feed production guidelines.
During pelleting, heat and compression help modify the fiber structure of straw, improving crude fiber utilization. As a result, feed pelleting focuses on preserving nutritional value rather than simply maximizing pellet density.

For ruminant feed, straw pellets for cattle are typically produced with a diameter of about 6 to 10 mm, which supports proper chewing, rumen function, and feed intake.
Key Quality Indicators
Due to the wide range of straw sources and material variation, straw pellet quality is commonly assessed using ISO standards. These standards link raw material properties, pelleting conditions, and end use performance.
Under this classification, non wood pellets are mainly divided into Grade A and Grade B:
- Grade A pellets are intended for residential and small commercial heating, with strict limits on ash content and chemical contaminants.
- Grade B pellets are designed for industrial applications and allow a wider range of material variation.
Physical property indicators
The table below summarizes the physical property requirements for non-wood pellets, represented by straw pellets, based on widely adopted ISO standards.
| Physical Indicator | Unit | Class A | Class B |
| Diameter (D) | mm | 6 ± 1 / 8 ± 1 | 6–25 |
| Length (L) | mm | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 |
| Bulk Density (BD) | kg/m3 | ≥ 600 | ≥ 600 |
| Mechanical Durability (DU) | % | ≥ 97.5 | ≥ 96.0 |
| Fines Content (F) | % | ≤ 1.0 (at dispatch) | ≤ 2.0 (at dispatch) |
| Moisture Content (M) | % | ≤ 12 | ≤ 15 |
Mainly influenced by lignin activation and the compression ratio. Higher durability reduces fines generation during transport and storage.
Because biomass energy is used in different ways, countries apply different ash limits for non wood pellets. Compared with ISO standards, some national practices allow a wider ash range to suit specific combustion systems and application scenarios.
Chemical Property Indicators
Straw based materials contain higher levels of potassium, chlorine, sulfur, and silicon, which affect equipment wear during pelleting and slagging during combustion.
The table below summarizes ISO chemical property classifications for non wood pellets, using straw pellets as an example.
| Chemical Indicator | Unit | Class A | Class B |
| Ash Content | w-% (dry basis) | ≤ 6.0 | ≤ 10.0 |
| Moisture Content | w-% (as received) | ≤ 12.0 | ≤ 15.0 |
| Nitrogen (N) Content | w-% (dry basis) | ≤ 1.5 | ≤ 2.0 |
| Sulfur (S) Content | w-% (dry basis) | ≤ 0.20 | ≤ 0.30 |
| Chlorine (Cl) Content | w-% (dry basis) | ≤ 0.20 | ≤ 0.20 |
Notes
- The chemical indicators above are used to define the applicable range and risk boundaries of straw pellets in combustion applications.
- Due to significant variation in straw sources and types, practical projects should be evaluated based on the specific raw material composition.

Straw Pretreatment Standards
High quality pellets require strict raw material pretreatment. Processing flows differ between feed and fuel applications.
Feed use
Raw material collection and impurity removal → Grinding→ Fiber rubbing → Conditioning → Pelletizing → Cooling → Screening→ Packaging or storage
Fuel use
Raw material collection and impurity removal → Grinding → Drying → Pelletizing → Cooling → Screening→ Packaging or storage

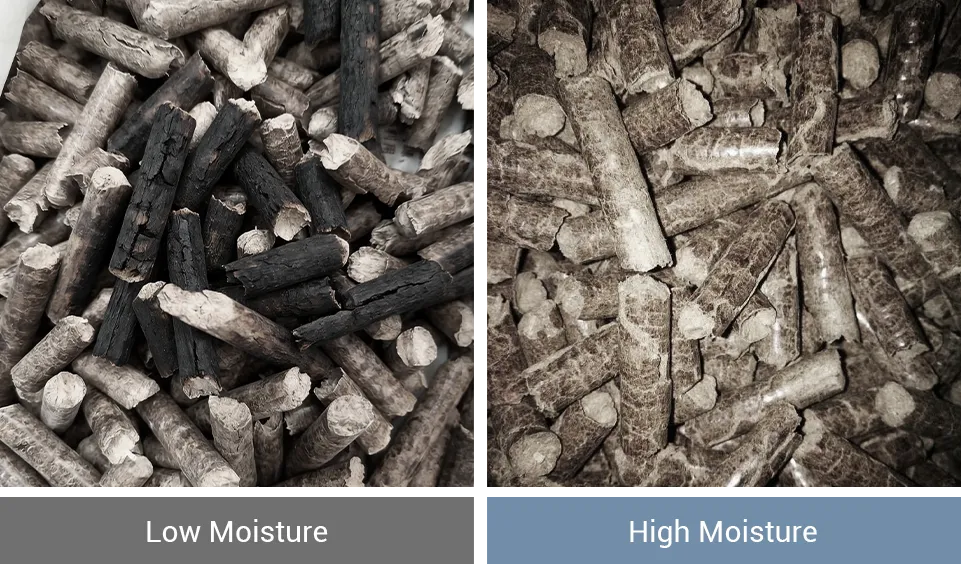
Moisture control
Moisture serves as a heat transfer medium and helps reduce friction during pelleting.
Research indicates that the theoretical moisture range for straw-based materials is typically between 15% and 23%. However, under continuous, large-scale production, moisture is usually controlled between 12% and 18% to balance pellet stability and equipment safety.
- Low moisture: Increased friction, faster mold temperature rise, and potential for surface charring or machine jams.
- High moisture: Weakened lignin bonding, loose pellet structure, and steam buildup that can cause blockages and disrupt continuous feeding.
Fiberizing and particle size control
Crushing damages the straw's fiber structure, reducing pellet strength and stability.
The pellet industry now prefers the fiberization process, which uses cutting and tearing to turn straw into soft fibers with a larger surface area. This improves pellet structure and enhances grinding and pelleting efficiency.
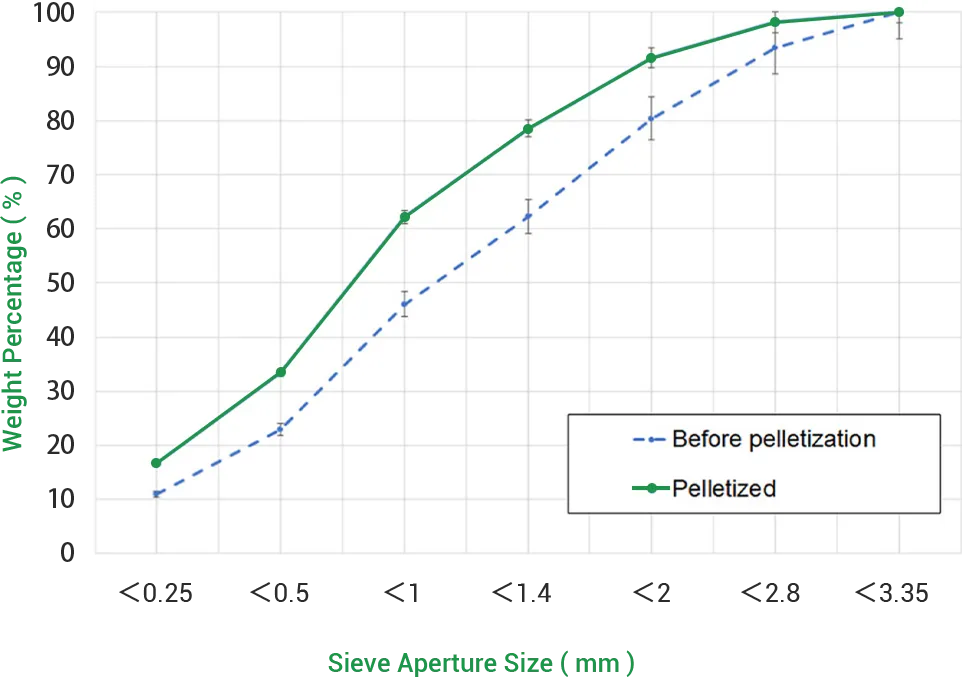
Engineering experience shows that the particle size of materials for pelleting should be controlled within the range of 0.5–2.8 mm, with a strict limit on fines to prevent feed flow issues or die hole blockages.
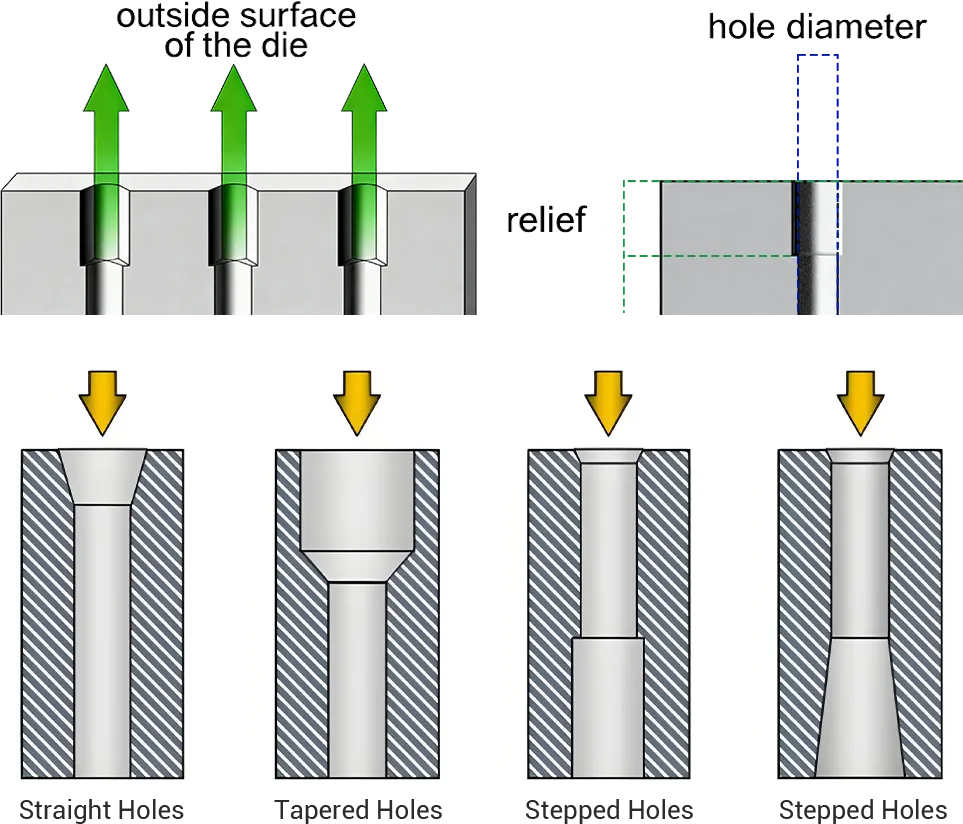
Die Compression Ratio for Different Straw Types
The compression ratio is a key technical parameter in pellet mill design, defined as the ratio of the die hole's effective working length (L) to its diameter (D).
Straw fibers' high elastic rebound means insufficient compression can cause pellets to expand and break after exiting the machine. Excessive compression, however, increases friction significantly, risking motor failure or die ring rupture.
Recommended compression ratios for different straw types are as follows:
| Raw Material | Recommended Compression Ratio (L:D) | Die Hole Structure |
| Pure Corn Straw | 1:5.5 – 1:6.5 | Step or Conical Holes |
| Corn Straw + Sawdust | 1:6.0 – 1:7.5 | Straight Holes |
| Pure Wheat Straw | 1:6.5 – 1:8.0 | Long Compression Zone |
| Rice Husk Pellets | 1:4.0 – 1:5.0 | Shallow Step Holes |
| Cotton Stalk / Branches | 1:7.0 – 1:9.0 | Standard Conical Holes |
Note
The above compression ratios are for reference. Actual selection should be adjusted based on moisture, particle size, and equipment power.
For more information on die selection, refer to the blog: Pellet Die Selection Guide for Feed and Biomass Pellet Mills
Raw materials vary in how they adapt to pelleting conditions, requiring adjustments to pretreatment methods and die parameters based on composition and moisture content. These factors affect pellet stability during production and performance in use.
We hope this information aids your straw pellet production. For further help with die selection or equipment configuration, feel free to contact us.

Need Some Help?
Contact us quickly and we will reply you within 24 hours. We will not disclose your information.